QIMS-P
プレス品質統合管理システム
(Quality Integrated Management System - Press)
全数品質
管理
不良流出
防止
独自の判定
ロジック

プレス品質統合管理システムQIMS-Pとは
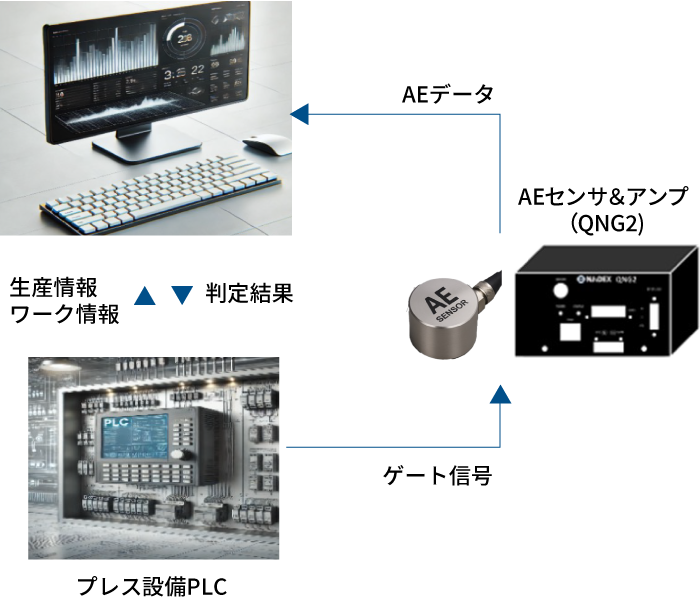
AEセンサーを金型に取り付け、プレス加工時に発生するワークの「成形音」を収集。インラインで1ショット毎に「割れ」判定・検出を実現します。判定結果NGの場合にはアラームを出力し、プレス設備PLCと連携して設備を停止させることも可能です。 全ショットのデータ収集・判定を行うことで、不良品が後工程に流れない仕組み作りをサポートします。
プレス加工の課題
- 品質チェックは抜き取りで目視検査が中心。見落としによる後工程への不良流出発生
- 全数チェックしたいが多大な工数を要するため困難
- 万一後工程に不良流出した場合には、在庫の選別作業・流出先の追及作業に膨大な工数がかかってしまう
QIMS-P の特徴・導入メリット
1.AEセンサでの「割れ」検出
AEセンサが捉えるAE波(※参照)を用いてプレス加工時の「割れ」を検知します。AEセンサの歴史は古く、扱いが難しいとされる場面もありますが、当社は独自のノウハウによりトランスファープレス成形時の「割れ」検知に成功しております。(固い材質に特化して検証中)
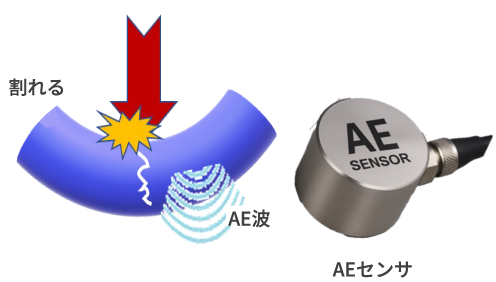
※AE(アコースティック・エミッション)とは?材料が変形・破壊を起こす際に発生する弾性エネルギー が弾性波(音波)として放出される現象のこと。この弾性波=AE波を捉えるのがAEセンサです。
加工中 材料の悲鳴(AE波)を捉える
2.全数品質管理
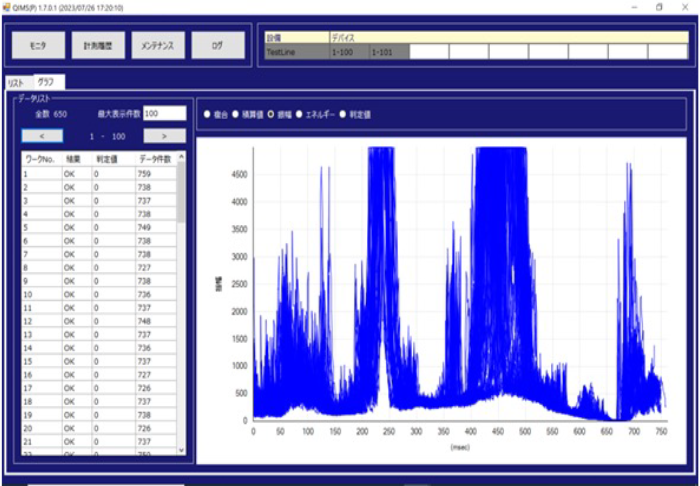
プレス設備PLCと連携し1ショット毎に成形開始信号を受信して、成形中のデータを1ミリ秒で収集します。成形終了時には、波形データを生成して閾値でOK/NGを判定。リアルタイムに量産部品全数の管理が可能です。
3.不良流出防止
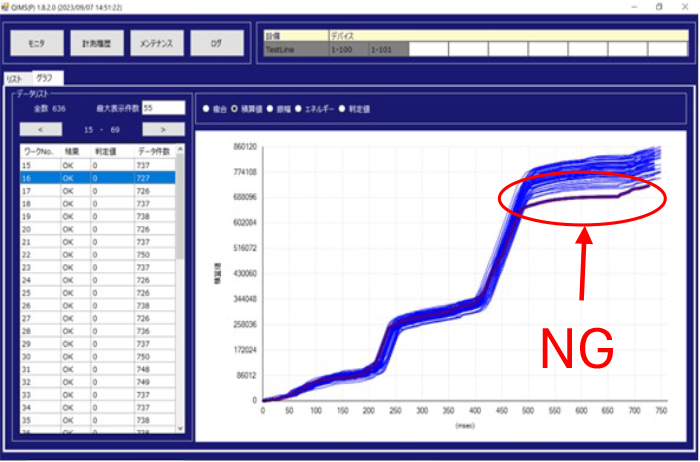
判定は独自開発した判定ロジックに基づいて行います。判定NGの場合はアラート出力可能です。設備PLCと連携して異常発生時には作業者に知らせる・設備停止させることで、NG品の後工程流出を防止します。(新たな判定ロジックを開発中!)
4.変化点・傾向管理に活用
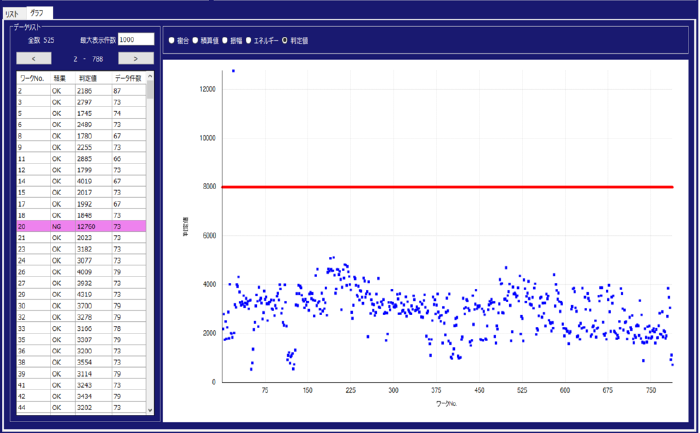
成形時の全データは、部品番号と紐づけてロット毎に保管できます。材料や条件変更等の変化点情報と、部品毎の傾向情報・NGデータを併せて分析することで、不良発生要因の可視化を支援します。
システム 基本構成
ナ・デックスが目指す「不良品質ゼロ」の4Step
STEP1
データ収集
インラインで生産部品全数の正しいデータを漏れなく収集。
STEP2正常/不良判定
インラインでリアルタイムで不良判定。
後工程に不良を流出させない仕組みづくり
STEP3変化点管理
不良発生時、成形されたデータと4M情報を紐づけて原因分析・追及
STEP4不良要因フィードバック
不良発生時の要因を現場や設備にフィードバック

CONTACT
